
Dans la fabrication d'aimants permanents, la tolérance dimensionnelle joue un rôle crucial tant sur les performances du produit que sur le coût de production. Si des tolérances plus strictes peuvent sembler avantageuses, spécifier des tolérances inutilement contraignantes peut considérablement accroître la complexité et le coût de la fabrication.
Pour de nombreuses applications, une tolérance de ±0,05 mm peut répondre aux exigences fonctionnelles tout en maîtrisant les coûts, tandis que ±0,01 mm Cela nécessite généralement un usinage de précision supplémentaire. Comprendre comment les aimants sont fabriqués, et en particulier le fonctionnement des procédés de rectification, aide les ingénieurs à choisir des tolérances qui optimisent le rapport performance/coût.
Table des matières
- Que sont les tolérances magnétiques ?
- Pourquoi les aimants frittés nécessitent-ils un meulage ?
- Le rôle du meulage dans l'obtention de tolérances serrées
- Pourquoi une tolérance de ±0,01 mm augmente-t-elle les coûts ?
- Lorsque des tolérances serrées sont nécessaires
- Quand ±0,05 mm est le choix judicieux
- Comment les ingénieurs peuvent optimiser les tolérances des aimants
- L'équilibre coût-performance
- Conclusion
Que sont les tolérances magnétiques ?
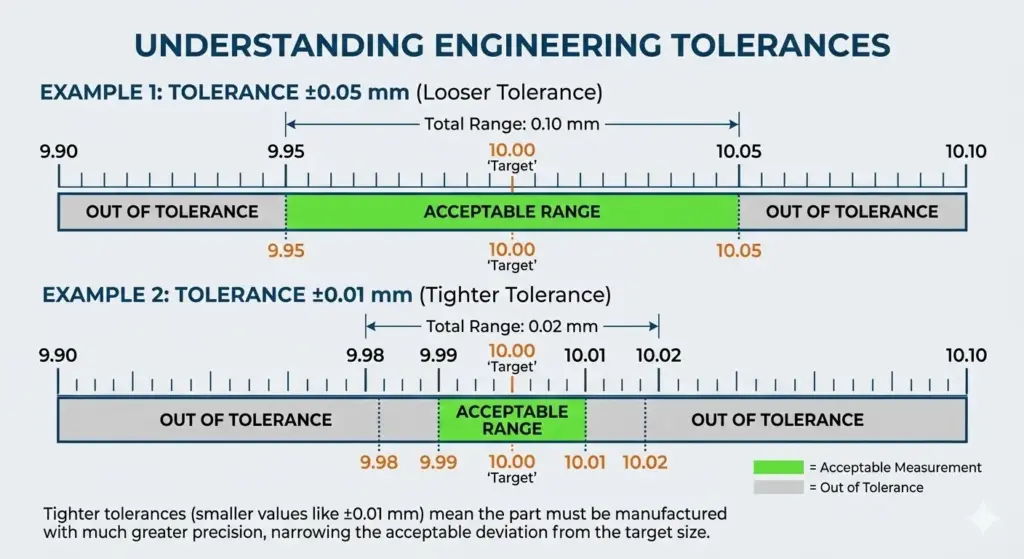
La tolérance magnétique fait référence à la variation admissible des dimensions d'un aimant par rapport à sa taille nominale.
Par exemple:
- UN Aimant de 10 mm avec une tolérance de ±0,05 mm peut aller de 9,95 mm à 10,05 mm
- UN Aimant de 10 mm avec une tolérance de ±0,01 mm peut aller de 9,99 mm à 10,01 mm
Plus la marge de tolérance est réduite, plus le processus de fabrication doit être précis.
Étant donné que la plupart des aimants permanents haute performance, notamment les aimants NdFeB, sont produits par frittage puis usinés aux dimensions finales, le processus de rectification devient le principal facteur affectant la tolérance et le coût.
Pourquoi les aimants frittés nécessitent-ils un meulage ?
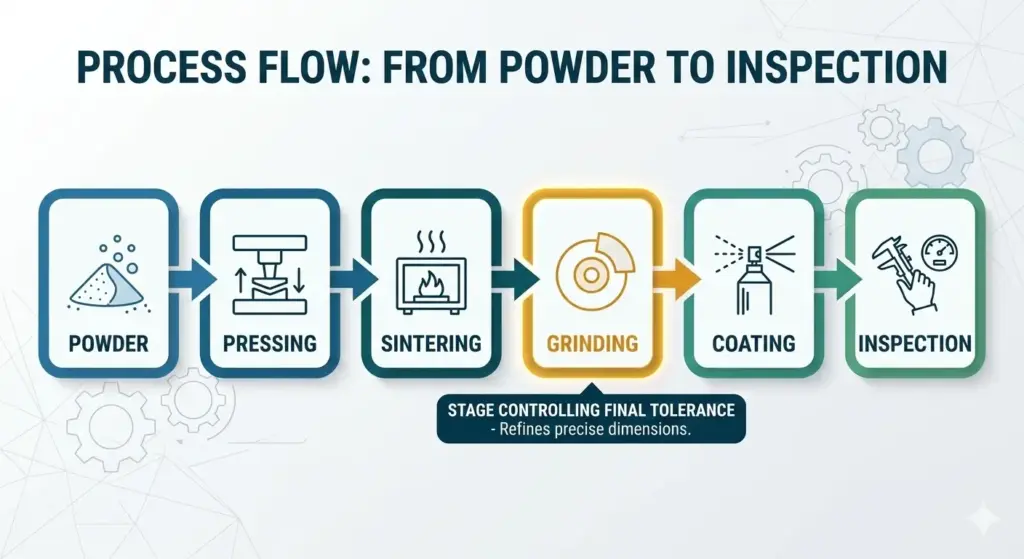
Les aimants frittés sont produits par métallurgie des poudres. Le processus de production typique comprend :
- Fusion des matières premières et préparation des alliages
- broyage de poudre
- Presser la poudre dans un champ magnétique
- Frittage à haute température
- Dégrossissage
- Rectification de précision
Après frittage, les aimants se rétractent légèrement et leurs surfaces ne présentent pas de dimensions précises. Un meulage est donc nécessaire pour obtenir des dimensions précises.
Cependant, les aimants sont matériaux durs et cassants, ce qui rend l'usinage de précision plus difficile que l'usinage des métaux.

Le rôle du meulage dans l'obtention de tolérances serrées
Le meulage utilise des meules diamantées pour enlever de petites quantités de matière de la surface de l'aimant.
Lorsque les tolérances sont modérées, comme par exemple ±0,05 mm—le processus est relativement efficace :
- Moins de passes de meulage
- Taux d'enlèvement de matière plus élevé
- exigences d'inspection moins strictes
- Rendement de production plus élevé
Mais réussir Tolérance de ±0,01 mm change radicalement le processus.
Pourquoi une tolérance de ±0,01 mm augmente-t-elle les coûts ?
1. Étapes de broyage supplémentaires
Une tolérance plus stricte exige plusieurs passes de finition pour atteindre progressivement la dimension cible. Chaque passe enlève une infime quantité de matière afin d'éviter les fissures et les ébréchures.
Cela augmente considérablement le temps d'usinage.
2. Vitesse de broyage plus lente
Une précision élevée exige des vitesses de rectification plus lentes afin de maintenir la précision dimensionnelle et la qualité de surface. Une vitesse de traitement réduite augmente directement le coût de production.
3. Fréquence d'inspection plus élevée
Pour des tolérances ultra-serrées :
- Les mesures doivent être prises plus fréquemment
- Des jauges de précision ou des machines à mesurer tridimensionnelles sont nécessaires
- Des procédures de contrôle qualité supplémentaires sont mises en œuvre
Ces étapes engendrent des coûts supplémentaires en main-d'œuvre et en équipement.
4. Risque de rebut plus élevé
Les aimants permanents, en particulier NdFeB—sont cassantes. Lors du broyage :
- Les bords peuvent s'ébrécher.
- Les coins peuvent se fissurer
- Certaines pièces peuvent être hors tolérance.
Quand la tolérance est ±0,01 mm, Même des écarts mineurs entraînent un rejet. Les taux de rebut augmentent donc.
5. Exigences en matière d'équipement spécialisé
Le maintien de tolérances extrêmement serrées nécessite souvent :
- Rectifieuses CNC de haute précision
- Équipements de pointe
- environnements à température contrôlée
Ces investissements se répercutent sur le prix final du produit.
Lorsque des tolérances serrées sont nécessaires
Bien que des tolérances plus strictes augmentent les coûts, certaines applications les exigent réellement. En voici quelques exemples :
- Rotors de moteurs électriques à grande vitesse
- Dispositifs médicaux de précision
- Systèmes de positionnement optique
- Ensembles de capteurs de haute précision
Dans ces situations, la précision dimensionnelle influe directement sur les performances ou la sécurité.
Quand ±0,05 mm est le choix judicieux
Pour de nombreuses applications, Une tolérance de ±0,05 mm est plus que suffisante.
Exemples :
- Séparateurs magnétiques
- aimants de maintien
- Composants électroniques grand public
- couplages magnétiques
- assemblages industriels généraux
Dans ces cas-là, spécifier des tolérances plus strictes n'offre que peu d'avantages fonctionnels, mais augmente les coûts de fabrication.
Comment les ingénieurs peuvent optimiser les tolérances des aimants
Pour obtenir le meilleur équilibre entre coût et performance, tenez compte des recommandations suivantes :
Définir d'abord les exigences fonctionnelles
Identifiez les dimensions qui influencent réellement la performance.
Évitez les tolérances ultra-serrées par défaut
Toutes les dimensions d'un aimant ne nécessitent pas une précision de ±0,01 mm.
Consultez le fabricant d'aimants au plus tôt
Les fabricants peuvent recommander des tolérances rentables en fonction de leurs capacités de production.
Concentrez-vous uniquement sur les dimensions critiques.
Autoriser des tolérances plus larges sur les surfaces non critiques.
Cette stratégie de conception améliore la fabricabilité tout en maintenant les performances du système.
L'équilibre coût-performance
Dans la fabrication d'aimants, des tolérances plus strictes ne signifient pas automatiquement de meilleurs produits. L'objectif devrait plutôt être précision fonctionnelle—répondre aux besoins réels de l'application sans surdimensionnement.
Choisir ±0,05 mm au lieu de ±0,01 mm Elle permet souvent de réduire le temps d'usinage, de diminuer les taux de rebut et d'améliorer l'efficacité de la production, ce qui se traduit par des économies substantielles.
Conclusion
Les tolérances des aimants constituent un facteur clé du coût de fabrication. Étant donné que les aimants frittés nécessitent un meulage au diamant pour atteindre leurs dimensions finales, des tolérances plus strictes augmentent considérablement le temps d'usinage, les exigences d'inspection et le risque de rebut.
Pour de nombreuses applications, spécifier des tolérances raisonnables telles que ±0,05 mm offre le juste équilibre entre précision et prix abordable.
En comprenant le processus de broyage et en travaillant en étroite collaboration avec les fabricants d'aimants, les ingénieurs peuvent concevoir des composants magnétiques répondant aux exigences de performance tout en maîtrisant les budgets des projets.
Laisser un commentaire