English
English
Test de densité de flux (Gaussmètre)
La densité du flux de surface ou la densité du flux à une certaine distance de l’aimant peut être obtenue à l’aide d’un Gaussmètre et d’une sonde axiale ou transversale. Les sondes contiennent un dispositif à effet Hall dont la tension de sortie est proportionnelle à la densité du flux. Les figures 1a et 1b montrent l’emplacement et la direction des tests lors de l’utilisation des deux types de sondes. Les mesures de gaussmètre fournissent une valeur précise et facilement calibrée de la densité du flux (Gauss ou Tesla) dans un endroit très spécifique. Cependant,la position de la sonde par rapport à l’aimant doit être exactement la même pour chaque échantillon. Les fixations en laiton sont couramment utilisées pour positionner la sonde par rapport à l’échantillon testé. L’étalonnage est obtenu en utilisant une chambre de Gauss zéro ou un échantillon d’aimant avec une valeur de densité de flux connue. Il est important de noter que cette méthode permet d’obtenir une lecture de la densité de flux de surface en Gauss, qui est différente du nombre de Gauss spécifié comme l’induction résiduelle intrinsèque, Br.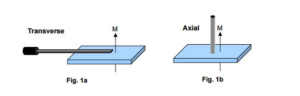
Test de flux total (Fluxmètre)
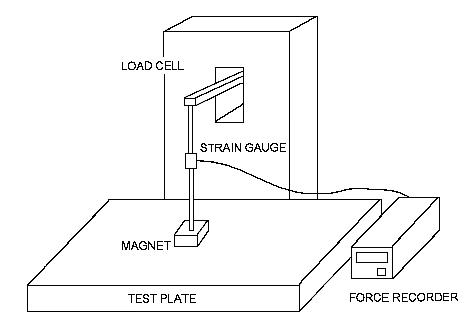
Le flux total d’un aimant peut être obtenu à l’aide d’un fluxmètre connecté à une bobine de Helmholtz. Comme indiqué sur la photo. 1, la bobine est en fait une paire de bobines avec un nombre connu de tours et à une certaine distance l’une de l’autre. Les données obtenues (mVs, Weber, Maxwells) peuvent être interpolées pour obtenir une valeur approximative de Br ou Bdi. Lors de la conception ou de l’achat d’une bobine de Helmholtz, il est important de connaître la taille approximative de l’aimant testé. Le diamètre de la bobine doit être au moins trois fois supérieur à la plus grande dimension de l’aimant et l’espacement entre les deux bobines doit être égal à leur rayon. Un autre facteur important est de connaître la constante de la bobine. Ceci, ainsi que la connaissance du volume de l’aimant, peut être utilisé pour déterminer Br et d’autres valeurs magnétiques.
La procédure de test est très simple. Un aimant est placé au milieu de l’espace à l’intérieur des bobines et est tiré de façon à ce que les lignes de flux de l’aimant traversent perpendiculairement le plan d’une bobine. Le fluxmètre connecté (image 2) mesure la tension induite et fournit des données en mVs, Webers ou Maxwells. Les fluxmètres plus récents permettent aux utilisateurs d’entrer le volume de l’aimant et donc de fournir des résultats en Tesla.
Bien que la procédure soit simple et que les résultats soient hautement reproductibles, l’opérateur doit suivre certaines étapes:
- Les fluxmètres doivent être déréglés. Bien qu’il suffise d’activer la fonction de dérive de l’appareil, le processus peut durer de 10 à 30 minutes.
- L’aimant doit être retiré de la bobine de manière à ce que son orientation magnétique soit perpendiculaire au plan de la bobine.
- La bobine de Helmholtz doit être placée de manière à minimiser les interférences magnétiques extérieures. Il est conseillé de maintenir les aimants à une distance appropriée de la bobine et d’éviter de la placer sur une surface métallique.

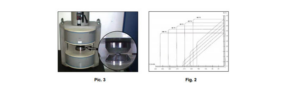
Essai d’hystérésis (perméamètre)
Les courbes d’hystérésis, également appelées courbes B-H, décrivent les propriétés magnétiques intrinsèques et normales d’un matériau. Ce test peut être effectué à différentes températures. L’équipement se compose d’un magnétiseur à courant continu et d’un fluxmètre relié à une bobine de recherche. Parmi les différents tests de matériaux magnétiques, celui-ci est l’un des plus coûteux car l’échantillon doit être usiné à une dimension précise, généralement un cube, et une bobine de recherche est ensuite enroulée autour de l’échantillon. L’échantillon est ensuite placé entre deux grandes perches qui créent un système en boucle fermée (photo 3). Un magnétiseur à courant continu fait passer l’échantillon de l’origine à la saturation, à la démagnétisation complète, à la saturation dans la direction opposée et enfin au niveau de saturation d’origine. Le fluxmètre enregistre en continu B et H et, grâce à un logiciel spécial, fournit une courbe B-H ou d’hystérésis (fig. 2). Ces données sont généralement présentées dans les catalogues des fournisseurs sous la forme d’une courbe du deuxième quadrant indiquant Br, Hcb, Hcj et BH(max). Le test est normalement effectué par le fabricant de l’aimant au cours de la phase initiale de traitement. En raison de la longueur du processus, il n’est pas pratique d’effectuer le test sur un grand nombre de pièces finies. Au lieu de cela, il est courant qu’une courbe B-H soit fournie avec chaque lot de pièces.