
Les matériaux des aimants permanents doivent être soumis à des tests rigoureux afin de garantir leurs performances, leur constance et leur adéquation aux applications industrielles. Il existe plusieurs méthodes normalisées pour évaluer la densité de flux, le flux total et les caractéristiques d'hystérésis magnétique. Vous trouverez ci-dessous un aperçu des techniques de test les plus courantes.
Test de densité de flux (Gaussmètre)
La densité de flux peut être mesurée sur la surface d'un aimant ou à une distance spécifique à l'aide d'un Gaussmètre équipé d'une sonde axiale ou transversale.
- Comment ça marche : La sonde contient un capteur à effet Hall qui génère une tension de sortie proportionnelle à la densité du flux magnétique.
- Considérations relatives à la précision : Les mesures étant très sensibles à la position, les sondes doivent être placées exactement au même endroit pour chaque test. Des fixations en laiton sont généralement utilisées pour maintenir un positionnement constant.
- Étalonnage: Une chambre à zéro Gauss ou un échantillon d'aimant avec une densité de flux connue est nécessaire pour l'étalonnage.
Note: Le Gaussmètre fournit la densité de flux de surface en Gauss ou Tesla, qui diffère des valeurs d'induction résiduelle intrinsèque (Br) trouvées dans les spécifications des matériaux.
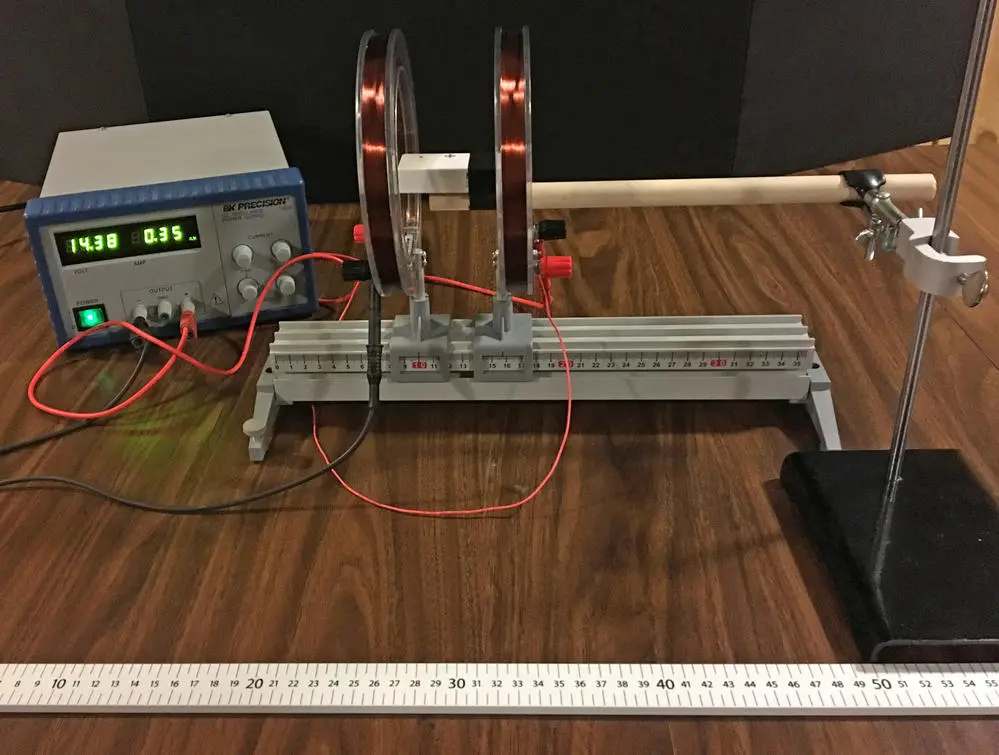
Test de flux total (fluxmètre avec bobine de Helmholtz)
Le flux magnétique total d'un aimant peut être mesurée à l'aide d'un fluxmètre connecté à une bobine de Helmholtz.
- Configuration de la bobine : Une bobine de Helmholtz est constituée de deux bobines identiques espacées de leur rayon. Pour obtenir des mesures précises, le diamètre de la bobine doit être au moins trois fois supérieur à la dimension maximale de l'aimant.
- Procédure: L'aimant est placé au milieu des bobines, puis retiré, assurant ainsi une traversée perpendiculaire de la bobine par ses lignes de flux. La tension induite est mesurée par le fluxmètre, qui fournit des données en Webers, Maxwells ou millivolts-secondes (mVs).
- Avantage moderne : Les fluxmètres plus récents permettent aux utilisateurs de saisir le volume de l'aimant pour calculer directement Br et les valeurs associées dans Tesla.
Étapes de fonctionnement importantes :
- Les fluxmètres doivent être déséquilibrés (un processus qui peut prendre 10 à 30 minutes).
- L’orientation de l’aimant doit rester perpendiculaire au plan de la bobine.
- La bobine doit être positionnée loin des interférences magnétiques externes ou des surfaces métalliques.
Test d'hystérésis (perméamètre)
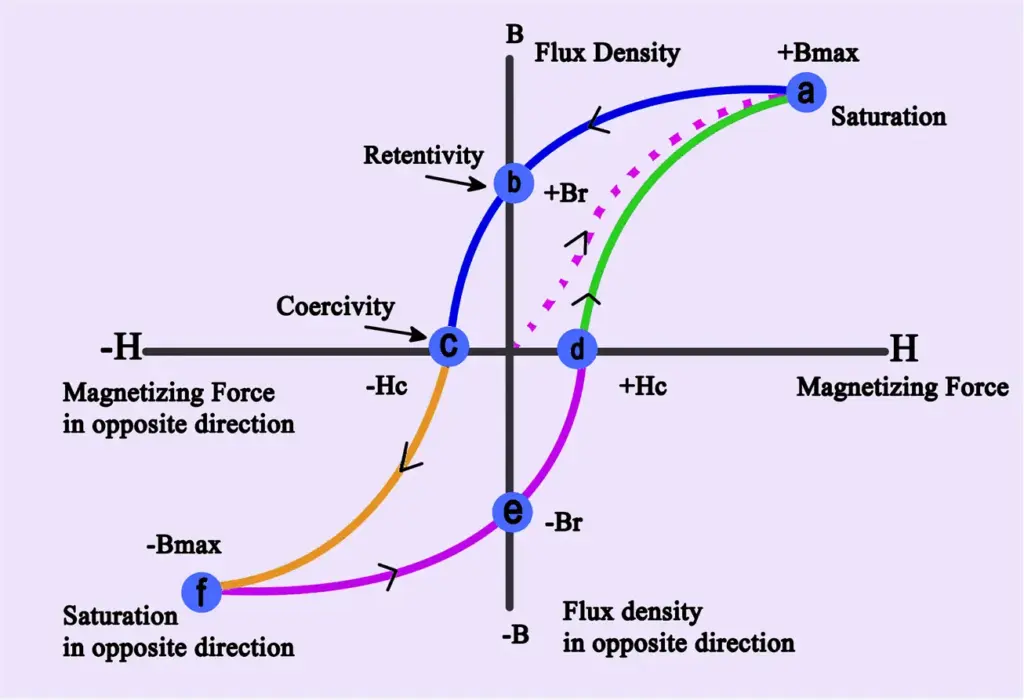
Le Test d'hystérésis, également connu sous le nom de test de courbe BH, mesure les propriétés magnétiques intrinsèques et normales, généralement à différentes températures.
- Équipement: Un magnétiseur CC et un fluxmètre connectés à une bobine de recherche enroulée autour de l'échantillon.
- Préparation des échantillons : Le matériau magnétique doit être usiné dans des formes précises (généralement des cubes) pour obtenir des résultats précis.
- Processus de test : L'aimant est soumis à un cycle :
- De l'origine à la saturation
- Démagnétisation
- Saturation inversée
- Retour à la saturation d'origine
Les données enregistrées génèrent un Courbe BH (courbe d'hystérésis), montrant des paramètres tels que :
- Br: Induction résiduelle
- Hcb: Force coercitive (normale)
- Hcj: Coercivité intrinsèque
- BHmax: Produit énergétique maximal
Ce test fournit des données de performance essentielles, mais il est coûteux et chronophage, ce qui le rend peu pratique pour les tests en grande série de pièces finies.fabricants d'aimants fournissent généralement une courbe BH par lot d'aimants.
Conclusion
Tester les matériaux des aimants permanents est essentiel pour garantir la fiabilité des produits dans des secteurs tels que l'électronique, l'automobile et les énergies renouvelables. Test du gaussmètre fournit une densité de flux localisée, la Bobine de Helmholtz avec fluxmètre mesure le flux total de sortie et le Test d'hystérésis Fournit des informations approfondies sur les propriétés intrinsèques des matériaux. Ensemble, ces méthodes permettent une évaluation complète des performances des aimants, facilitant ainsi le contrôle qualité et la conception spécifique à chaque application.
Laisser un commentaire