Surface coating is one of the most common and essential surface treatment methods. It enhances product durability, appearance, and performance, making it widely applied in magnets, precision parts, electronic components, and industrial equipment. Different coating techniques provide unique benefits depending on the application requirements.
Table of Contents
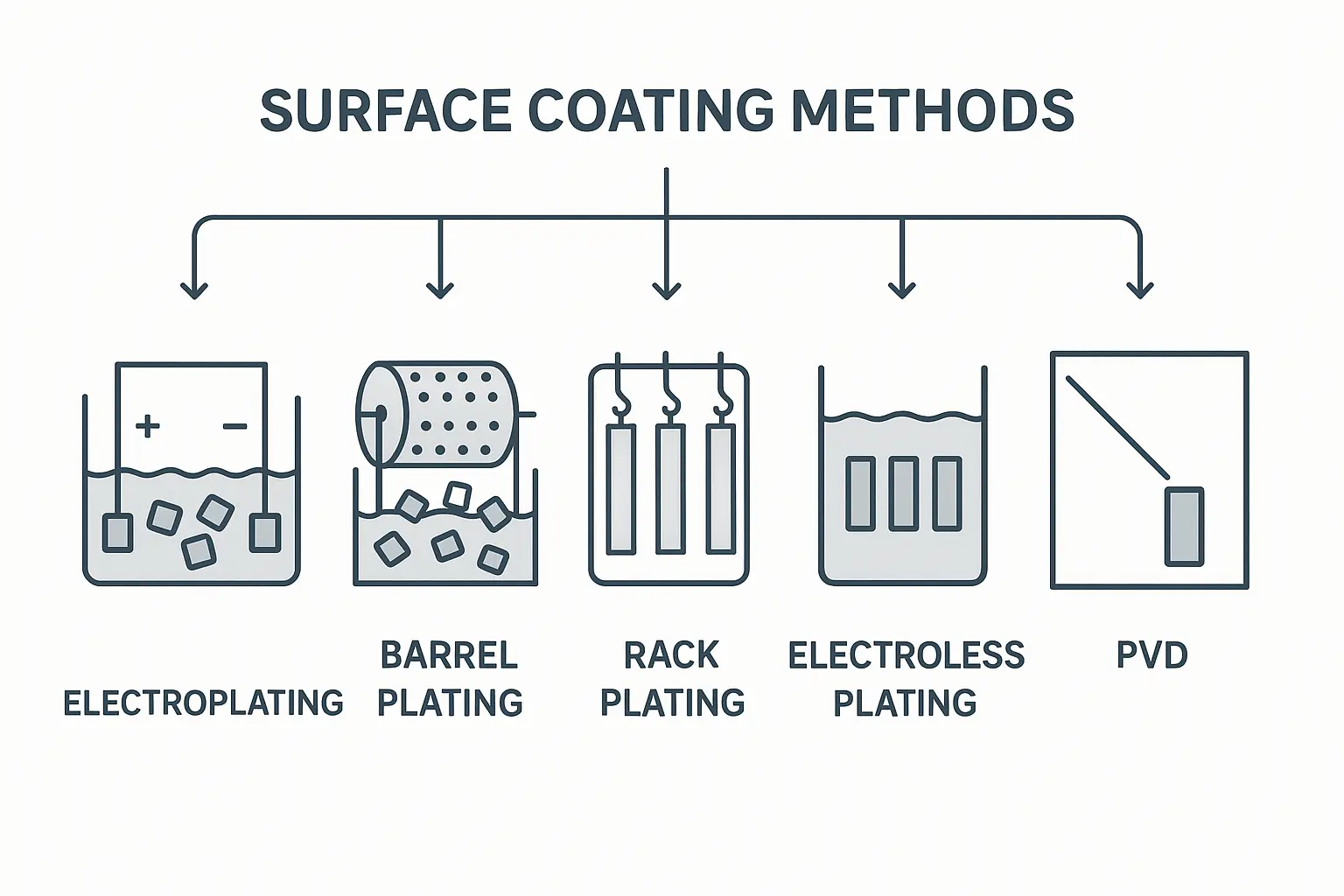
Types of Coating
Surface coatings can generally be divided into the following categories:
- Electroplating (EP)
Deposition of a metal or alloy layer on the substrate by electrolysis, improving corrosion resistance and appearance.
Application: Automotive parts, electronics, and decorative products. - Barrel Electroplating
Used for bulk workpieces by rotating or vibrating containers during the electroplating process.
Application: Small fasteners, screws, and connectors. - Rack Plating
Individual parts are mounted on racks for electroplating, ensuring better control over coating thickness.
Application: Precision components, larger or complex-shaped items. - Electroless Plating (Autocatalytic Plating, AP)
A chemical method of coating without electricity, providing uniform coverage even on complex geometries.
Application: Printed circuit boards, wear-resistant parts. - Physical Vapor Deposition (PVD)
A vacuum-based process where elements or compounds are evaporated and condensed to form thin films.
Application: High-end tools, medical devices, decorative finishes.

Another important concept is coating adhesion, which measures the force required to separate the coating from the substrate. High adhesion ensures long-term coating reliability.
Substrate Requirements and Precautions
To achieve a durable and reliable coating, the substrate (the workpiece being treated) must meet certain requirements:
- Structural Integrity: The substrate should be fine, uniform, dense, and stable, with no visible cracks or pinholes.
- Dimensional Accuracy: Workpieces with special shapes or large dimensional differences require agreed-upon tolerance standards between supplier and buyer.
- Residual Magnetism: Excess magnetism may affect coating quality; both parties should confirm acceptable levels in advance.
- Chamfering: To prevent rolling damage during plating, chamfering is recommended. The curvature radius should be 0.1–0.8 mm, avoiding excessive chipping or abrasion.
- Cleaning & Degreasing: The workpiece must be thoroughly degreased and cleaned before plating to ensure strong adhesion and avoid coating defects.
Conclusion
Surface coating not only protects substrates from corrosion and wear but also enhances functionality for various industrial applications. Selecting the right coating method and preparing the substrate properly are key to achieving high-quality results.
For more insights into surface treatment and magnet solutions, visit us at HSmagnet.
Leave a Reply